
We supply various engineering solutions from CNC and Manual Turning, Milling, Screw Cutting, Boring, Drilling and Metal Polishing as nicely as a Mass Production Turning service. Competitive prices…
Rapid Prototyping China
We supply various engineering solutions from CNC and Manual Turning, Milling, Screw Cutting, Boring, Drilling and Metal Polishing as nicely as a Mass Production Turning service. Competitive prices…

SPM machine for drilling by means of hole.

Check out these turning components pictures:
Making use of the metalwork lathe, turning down, taper turning, drilling, knurling and threading making use of taps and dies.
Image by Jordanhill School D&T Dept
We uncover that Craft & Style pupils frequently have difficulty remembering the sequence of operations involved when producing a basic screwdriver deal with. These photographs depict this method.
We begin with the preparation of the 25mm aluminium blank. After this the blank is held in the 3 jaw self centering chuck. A series of turning operations is then carried out. For the following we set a high spindle speed and utilised a slow feed speed for greatest outcomes. Shown right here we show facing off. Then turning down or parallel turning. Next taper turning. Following that the Slocombe bit or centre bit is mounted in a Jacob’s chuck and a pilot hole is drilled. A HSS twist drill or jobber bit is then mounted in the Jacob’s chuck and a blind hole is drilled to a depth of 30mm. The depth gauge is used to judge this.
Taps and dies are utilized to reduce the internal thread on the screwdriver blade and the internal thread on the handle.
Lastly each components are assembled and the handle is knurled or provided a textured grip pattern. This is done at a very low spindle speed and a slow automatic feed speed.
Using the metalwork lathe, turning down, taper turning, drilling, knurling and threading utilizing taps and dies.
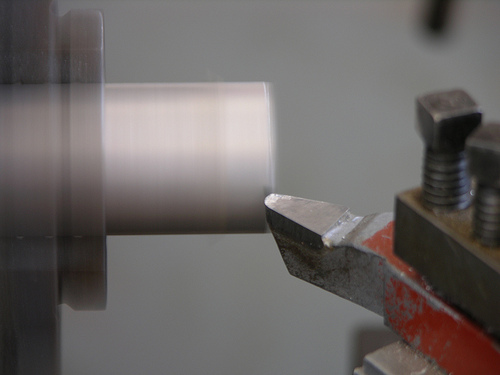
Image by Jordanhill School D&T Dept
We find that Craft & Design and style pupils typically have difficulty remembering the sequence of operations involved when creating a straightforward screwdriver handle. These photographs depict this process.
We commence with the preparation of the 25mm aluminium blank. Right after this the blank is held in the 3 jaw self centering chuck. A series of turning operations is then carried out. For the following we set a higher spindle speed and utilized a slow feed speed for very best outcomes. Shown here we show facing off. Then turning down or parallel turning. Next taper turning. Right after that the Slocombe bit or centre bit is mounted in a Jacob’s chuck and a pilot hole is drilled. A HSS twist drill or jobber bit is then mounted in the Jacob’s chuck and a blind hole is drilled to a depth of 30mm. The depth gauge is employed to judge this.
Taps and dies are employed to cut the internal thread on the screwdriver blade and the internal thread on the manage.
Finally each components are assembled and the deal with is knurled or given a textured grip pattern. This is completed at a very low spindle speed and a slow automatic feed speed.
