siam master precision tool Ltd. thread rolling dies grinder New & repair.
Video Rating: five / five
dies

Employing the metalwork lathe, turning down, taper turning, drilling, knurling and threading making use of taps and dies.
Check out these turning components pictures:
Making use of the metalwork lathe, turning down, taper turning, drilling, knurling and threading making use of taps and dies.
Image by Jordanhill School D&T Dept
We uncover that Craft & Style pupils frequently have difficulty remembering the sequence of operations involved when producing a basic screwdriver deal with. These photographs depict this method.
We begin with the preparation of the 25mm aluminium blank. After this the blank is held in the 3 jaw self centering chuck. A series of turning operations is then carried out. For the following we set a high spindle speed and utilised a slow feed speed for greatest outcomes. Shown right here we show facing off. Then turning down or parallel turning. Next taper turning. Following that the Slocombe bit or centre bit is mounted in a Jacob’s chuck and a pilot hole is drilled. A HSS twist drill or jobber bit is then mounted in the Jacob’s chuck and a blind hole is drilled to a depth of 30mm. The depth gauge is used to judge this.
Taps and dies are utilized to reduce the internal thread on the screwdriver blade and the internal thread on the handle.
Lastly each components are assembled and the handle is knurled or provided a textured grip pattern. This is done at a very low spindle speed and a slow automatic feed speed.
Using the metalwork lathe, turning down, taper turning, drilling, knurling and threading utilizing taps and dies.
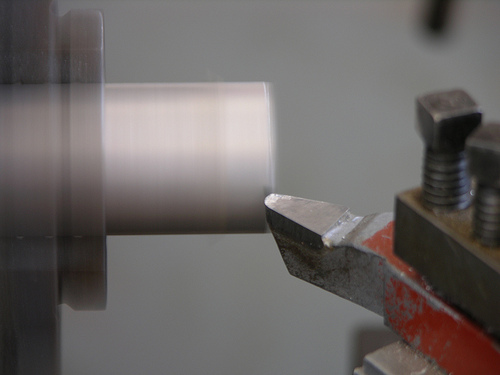
Image by Jordanhill School D&T Dept
We find that Craft & Design and style pupils typically have difficulty remembering the sequence of operations involved when creating a straightforward screwdriver handle. These photographs depict this process.
We commence with the preparation of the 25mm aluminium blank. Right after this the blank is held in the 3 jaw self centering chuck. A series of turning operations is then carried out. For the following we set a higher spindle speed and utilized a slow feed speed for very best outcomes. Shown here we show facing off. Then turning down or parallel turning. Next taper turning. Right after that the Slocombe bit or centre bit is mounted in a Jacob’s chuck and a pilot hole is drilled. A HSS twist drill or jobber bit is then mounted in the Jacob’s chuck and a blind hole is drilled to a depth of 30mm. The depth gauge is employed to judge this.
Taps and dies are employed to cut the internal thread on the screwdriver blade and the internal thread on the manage.
Finally each components are assembled and the deal with is knurled or given a textured grip pattern. This is completed at a very low spindle speed and a slow automatic feed speed.
Werner Franz, Final of Hindenburg Crew, Dies
Werner Franz, Final of Hindenburg Crew, Dies
Within seconds, the mighty aircraft was lowered to a smoldering metal skeleton, killing 35 of the 97 folks on board, plus another person on the ground. It was the 1st major air … It circled Manhattan and flew more than components of New Jersey at its usual …
Study far more on Valley News

Lasers can improve the life of coin dies, save on production costs and make them more desirable to numismatists
London, UK (PRWEB UK) 13 May 2014
Mints have been around for countless decades, but recently the technology used in the production process has advanced dramatically. With the increased introduction of lasers in the coin die process, mints are able to lower their production costs and numismatists provided with coins that will carry intricate designs that are as close to perfection as possible.
According to an article published by Numismatic News on April 8, 2014, the company that is spearheading this new technology is FOBA Laser Marking & China Engraving Solutions. FOBA’s new laser die process will replace the old and now dated CNC milling processes that was not only labour intensive, but also prone to human error and blemishes that included die cracks and raised lines. Something that led to further time and labour being required to prepare the die for use.
The ability to engrave the desired coinage images directly onto the die after that die has gone through the hardening process will produce cleaner and more intricate designs on the surface of coins. For numismatists this will mean being able to add uniquely designed coins to their collections, keep them for extended periods of time whilst their value increases, and then sell them on looking almost as good as new.
In addition to the labour and cost saving advantages in the die production process for mints, FOBA’s GP9000 laser engraving machine also offers additional advantages that might not otherwise be able to be utilised for additional coinage security. Security features such as micro inscriptions and micrometer-size symbols can be added to a working die in a consistent and extremely accurate way, that way saving time previously taken by a die engraver to manually craft the image.
Elliot Basker, Online Business Manager, Hallmark Coins, said, “Although the coin production process has been around for decades, these giant strides made in the die cast process can and will lead to some rather intricate and breath taking coin designs in the future. “These designs will not only stand the test of time when it comes to preserving the aesthetic and investment appeal of the coins for future numismatists, but also allow mints to dramatically reduce their production costs.”
The laser technology offers significant advantages when die China manufacturing requirements exceed the limits of what can be done using traditional mechanical processes. Saving mints time and money and ensuring the production of superior quality coins in the future that are visually appealing for numismatists.
Find More Cnc China Milling London Press Releases